CT additiv gefertigter Bauteile
Größe und Verteilung von prozessbedingten Poren quantifiziert und volumetrisch dargestellt.
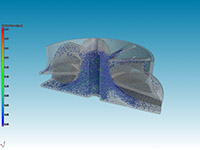
Bei lasergesinterten Kunststoffteilen, zum Beispiel Verdichterrädern aus PA12, können Größe und Verteilung von prozessbedingten Poren sowie die lokale Porosität mit Hilfe der Computertomographie (CAD) als zerstörungsfreie Prüfung quantifiziert und volumetrisch dargestellt werden. Diese Daten können dann sowohl für die Qualitätssicherung als auch für exaktere Simulationen und Lebensdaueranalysen herangezogen werden. Darüber hinaus ist es über einen Soll-/Ist-Vergleich mit einem CAD-Datensatz möglich, Maßabweichungen zu ermitteln. Mit der am SKZ verfügbaren Computertomographie-Workstation exaCT M150 ist eine Detailauflösung von bis zu 38 μm möglich. Ausgestattet mit einer 125 kV Röntgenquelle und einem Industrie-Detektor mit 3,7 Megapixel können Kunststoffbauteile mit Dimensionen (L x d) von bis zu 250 x 130 mm untersucht und vermessen werden. Der Computertomograph exaCT S60 HR ist am SKZ mit einer 130 kV-Röntgenquelle ausgestattet. Hier liegt die maximale Detailauflösung sogar bei ca. 5 μm, sodass feinste Strukturen additiv gefertigter Bauteile oder einzelne Glasfasern in faserverstärkten Bauteilen sowie deren Ausrichtung erkannt werden können. Die maximal messbare Bauteilgröße (L x d) liegt hier bei ca. 50 x 40 mm. Um solch hohe Auflösungen zu ermöglichen, sind beide Systeme außerdem mit luftgelagerten Präzisions-Positioniersystemen mit Granitführungen ausgestattet.Bild: SKZ – Schnitt durch die CT-Volumendaten eines lasergesinterten Verdichterrades aus PA12 mit Poren in Falschfarbendarstellung
AK
29.1.18